|
Halle社サポート
ホームページのトップへ サービス&サポートHalle社用サポート サービス&サポートHalle社用サポート
ドイツHalleハーレ社や製品関係に関して、よくある質問をまとめました。
| よくある質問(FAQ=Frequently Asked Questions)の回答 |
- ここ数年間でJIS規格の粗さパラメータが変わってしまい分かりにくいのですが?
(答)
JIS規格は日本工業のISO化の流れで行なわれており粗さ関連のJIS規格全体のシステムは下図のとおりです。
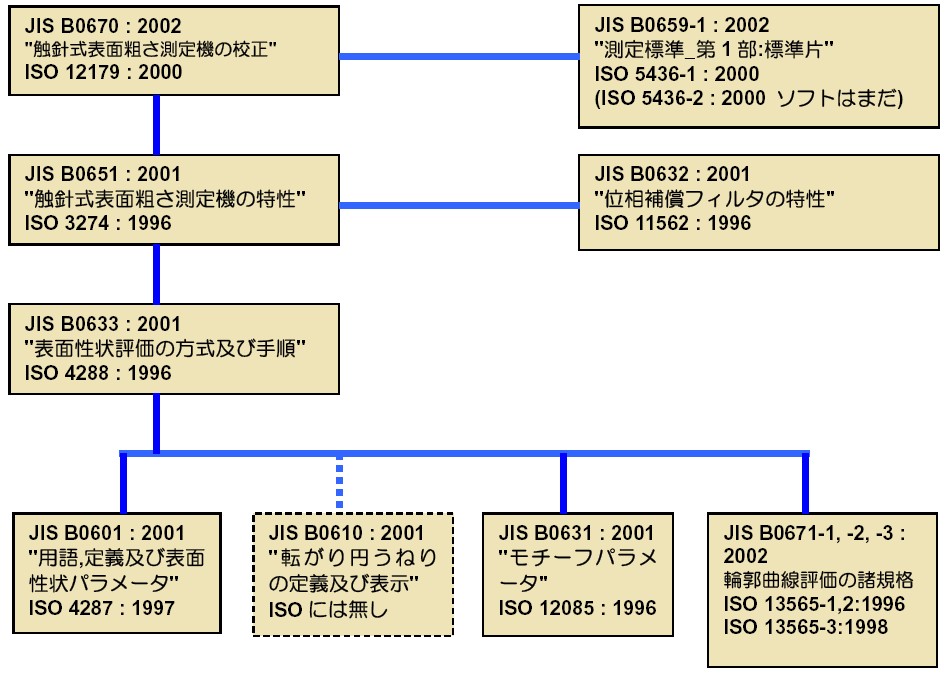
JIS規格内容は日本規格協会発行の規格そのものを参照ください。JIS規格の変遷については弊社資料がありますのでEメイルにてお申し込み下さい。なお2002年までの粗さ関連規格の改定にともない、別に「機械設計屋さんが知っておくべき粗さの常識」という資料もあります。
- PTBとは何ですか?
(答)
PTBとはPhysikalisch-Technische Bundesanstaltの略称でドイツ連邦物理工学研究所と訳されています。ドイツの計量基準を管理している国立研究所です。PTB発行の校正証明書は国際単位系(SI)に従った測定の物理単位を実現するドイツ国家基準とトレーサビリティのあることを文書にて証明したものです。PTBは日本でいえば独立行政法人化まえのつくば市の計量研究所で、現在は(独)産業技術総合研究所 計量標準総合センターに該当します。
- ドイツ連邦物理工学研究所(PTB)にて再校正はしていただけますか? またどのくらいの頻度で再校正が必要ですか?
(答)
PTBでは再校正に関しては例えば以下のように推奨しています。
1日に数回使用する場合では4-5年毎に、1日に1回またはそれ以下の使用でも7年毎の再校正をお勧めします。なお再校正も弊社にご連絡いただければハーレ社と連携してPTBにお送りして再校正し、校正証明書を再度添付して顧客の皆様には納入致します。なお精度不良が出ることは殆どないのですが、保証精度に合格していなければ前もってご連絡いたします。その場合の対処については別途ご相談させていただきます。
- ガラス製の段差マスタは錆についてはそんなに心配していませんが、ステンレスは防錆とはいえ粗さマスタは錆に対してどのように気をつけますか?
(答)
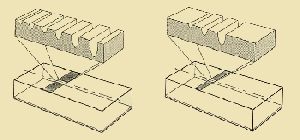 
粗さマスタは高度HRc58の焼き入れスレンレス鋼で、耐酸でなくても十分に防錆力がありますので、アセトンに浸した非繊維質の柔らかい布で、粗さマスタの研削面に溝と平行に拭います。測定室などの通常の湿度状況では粗さマスタに対して特別な取り扱い無しに保管できますが、湿度の多いところでは粗さマスタは非常に清潔なグリースまたは油を塗って保管してください。もちろん測定校正時にはこれらは完全に拭い去ってください。
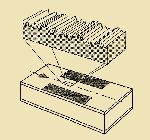
- 超仕上面粗さマスタは錆に対してどのように気をつけますか?
(答)
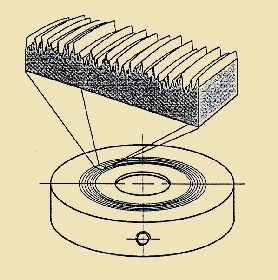 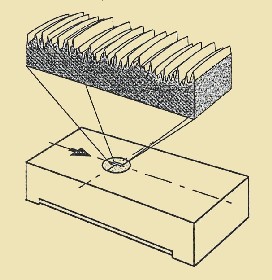
上図右側の超仕上面粗さ標準片は大きさ40x20x10mmの基準本体より構成され、その一部の表面に7mm直径の円周上に不規則形状のプロファイル(上図左側のように直径50mmのニッケル表面の直径26-34mm間の幅4mm内にプロファイルは加工され、この4mm幅を中心に外径7mmで切り抜きます)を持つ母材が埋め込まれています。基準本体は粗さ用標準片と同じ焼き入れステンレス鋼でできており、この酸化作用(錆)に対する対策は同じです。追加の7mm直径の母材はニッケルメッキされた銅材でできています。そしてこのニッケルメッキ層の部分に粗さプロファイルが加工されてあります。この測定表面は防錆です。
- 粗さ計のスタイラスは粗さが超仕上のように微細になるほど重要と思われますが、スタイラス半径など測る方法はあるのですか?
(答)
おっしゃるとおりスタイラスは磨耗しますし半永久ではありません。通常粗さ計メーカがスタイラス半径はメーカ精度以内で保証していますが、測定できないことはありません。弊社資料:「触針式粗さ計を上手に使うための機器の校正と触針の知識」をEメイルにてお申し込みください。
- 粗さ計の測定範囲と校正値との考え方は?
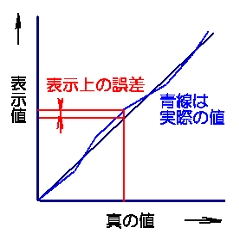 (答)今 表面形状測定機にて粗さ値Rz=50nmを測定しようとしています。真の値と表示値が誤差がなく1:1のリニアであれば問題は起こりませんが、一般には許容範囲の誤差が含まれています。右図の青線のように真の値と表示上の値で誤差があります。このため表示値に対して校正と言う作業が必要になります。一般に現在の測定機はPCベースで大きな測定範囲でも例えばその範囲を16ビットで分解して、非常に小さく表示させることが可能です。このため50nmを測定したいからと言って、マスタ50nmを使って機器を校正したのでは正しく校正されていると言い切ることは出来ません。
(答)今 表面形状測定機にて粗さ値Rz=50nmを測定しようとしています。真の値と表示値が誤差がなく1:1のリニアであれば問題は起こりませんが、一般には許容範囲の誤差が含まれています。右図の青線のように真の値と表示上の値で誤差があります。このため表示値に対して校正と言う作業が必要になります。一般に現在の測定機はPCベースで大きな測定範囲でも例えばその範囲を16ビットで分解して、非常に小さく表示させることが可能です。このため50nmを測定したいからと言って、マスタ50nmを使って機器を校正したのでは正しく校正されていると言い切ることは出来ません。
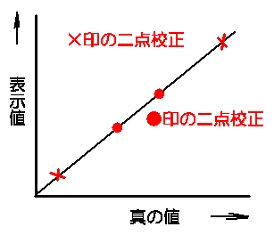
下図にて説明します。表示可能範囲すなわち測定範囲を仮に0.5µmとして50nmのマスタを使って校正することは下図の●印のように0.5µm(500nm)の中のどこかの10%を校正するだけになります。ところが450nmのマスタを使用して校正すれば、図2のX印のように測定範囲のほぼ90%が確認できるわけです。もちろんこの場合には機器の増幅回路のリニアリティが高精度である事が前提になっていますが。不十分な場合には二点校正ではなくてこの範囲内で多点校正を行います。ですから測定したい値のマスタが必要なのではなくて、その機器の測定範囲に応じてマスタを考慮すべきです。
 スタイラス方式の接触式粗さ計でいえばまずその測定範囲でスタイラスの上下の動きが正しく増幅回路に伝達されているかがまず大事です。次はスタイラスの半径です。電子顕微鏡を使用すればµm単位のスタイラス半径は計測できますが、粗さ計から外して電子顕微鏡に入れても簡単に半径を合わせることは不可能で実用ではありません。弊社資料にもありますが、微小半径で微小角度のものを粗さ計自身で測定して決めることが可能です。常時スタイラス半期はどのくらいかをチェックすることが不可欠です。次は粗さ計の駆動系からあるいは外部振動の影響を考慮します。そして最終的にはPCベースの粗さ計ですから、そのソフトウエアを検証する意味でできればランダムの形状の面を実際に粗さ計により測定して、その値の確かさを確認します。
スタイラス方式の接触式粗さ計でいえばまずその測定範囲でスタイラスの上下の動きが正しく増幅回路に伝達されているかがまず大事です。次はスタイラスの半径です。電子顕微鏡を使用すればµm単位のスタイラス半径は計測できますが、粗さ計から外して電子顕微鏡に入れても簡単に半径を合わせることは不可能で実用ではありません。弊社資料にもありますが、微小半径で微小角度のものを粗さ計自身で測定して決めることが可能です。常時スタイラス半期はどのくらいかをチェックすることが不可欠です。次は粗さ計の駆動系からあるいは外部振動の影響を考慮します。そして最終的にはPCベースの粗さ計ですから、そのソフトウエアを検証する意味でできればランダムの形状の面を実際に粗さ計により測定して、その値の確かさを確認します。
以上からおのずと校正に必要なマスタ類が考えられます。
|
 資料のお申し込みやご意見はE-mailにてお聞かせください! 資料のお申し込みやご意見はE-mailにてお聞かせください!

|